

Las tecnologías de corte, pulido y grabado en lentes oftálmicos han evolucionado desde procesos puramente mecánicos hasta sistemas digitales de ultra precisión. Conviene entenderlas no solo como procesos industriales, sino como determinantes directos de la calidad óptica y la tolerancia y adaptación optima del paciente.
El objetivo de la talla digital es aplicar los diseños teóricos en los lentes que se utilizarán para diferentes propósitos ygarantizar la calidad de la imagen y confort del paciente. El limite no son los diseños, porque son infinitos,son las máquinas y la tecnología para implementarlos.
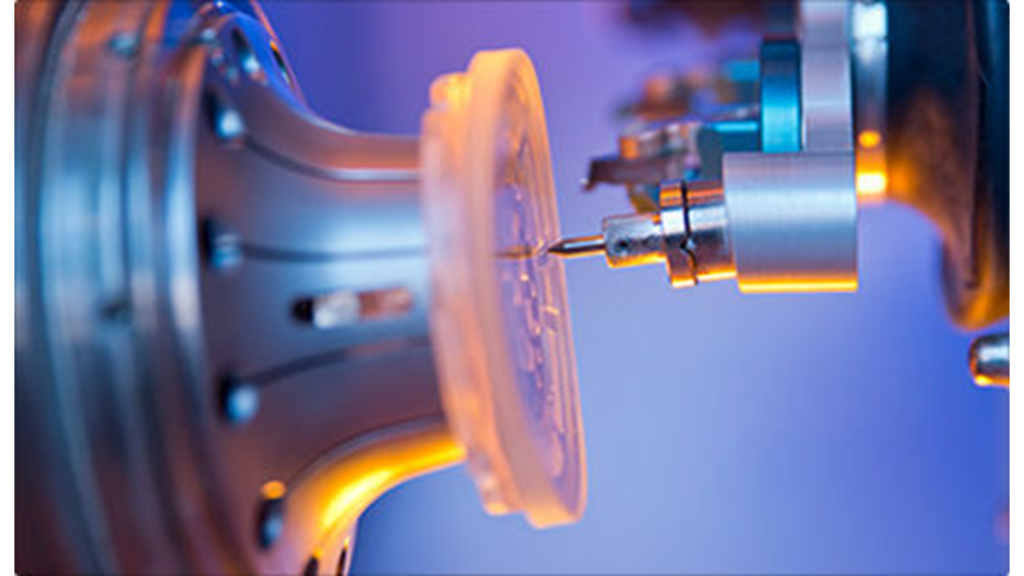
Todo el proceso de la ciencia detrás de un lente perfecto comienza con el ENCINTADO ( cinta azul) que protege la cara externa donde está la curva base ya terminada y donde se realizara el BLOQUEO o adhesión del lente , que garantice su perfecta alineación ( ejes , alturas ,prismas), e iniciar el proceso de talla y pulido digital de la superficie con las fresas de diamante o cuchillas PED ( diamante poli cristalino) que corta y aproxima la superficie lo más fiel al diseño digital y el MED ( diamante mono cristalino ) que es más homogéneo logrando un acabado perfecto . La maquinaria utilizada debe estar lo más estable posible para evitar las vibraciones durante el proceso, manteniendo una temperatura controlada bajo una calibración regular y con un fluido refrigerante en perfectas condiciones para su uso.
1. TECNOLOGÍAS DE CORTE (generación de superficie)
A.- Generación convencional (torneado esférico/cilíndrico). Basada en herramientas abrasivas rotatorias que producen superficies esféricas, cilíndricas (para astigmatismo) y prismas con algunas limitaciones que no permiten diseños complejos personalizados y aumentan los errores en aberraciones periféricas.
B.- Generación digital Free-Form (estado actual estándar) Usa máquinas CNC multieje con diamante. Tallado punto a punto con precisión micrométrica generando superficies atoroidales y asféricas avanzadas en la cara interna. Es la base de lentes progresivos personalizados, lentes anti fatiga, control de miopía y superficies asféricas especiales.
C.- Diamond Turning (ultra precisión) Corte con herramienta de diamante poli cristalino para la aproximación y mono cristalino como último paso para el acabado con precisión manométrica y se usan en la producción de lentes Premium, diseños con óptica de alta gama Y prototipos y diseños complejos reduciendo significativamente las aberraciones de alto orden.
D.- Generación híbrida (mecánico + digital) Combina el preformado convencional con el ajuste fino Free-Form , optimizando costos sin perder demasiada calidad.
2. TECNOLOGÍAS DE PULIDO (acabado óptico).Sirve para hacer que los lentes estén más transparentes en la cara interna
A. Pulido mecánico tradicional que utiliza almohadillas y abrasivos como el óxido de cerio, con el objeto de elimina marcas del tallado, pero con la limitación de tener menor control fino de la superficie.
B. Pulido digital con Control computarizado de presión, tiempo y movimiento y de esta manera mejorar la uniformidad, la repetitividad y la Calidad óptica de las superficies.
C. Magnetorheological Finishing (MRF). Pulido con fluidos magnetorreológicos que cambian con campo magnético y permiten corregir micro errores de superficie logrando una precisión submicrométrica ideal para lentes personalizados complejos.
D. Ion Beam Polishing (IBP). Utiliza un haz de iones para eliminar material a escala manométrica. Este sistema es utilizad en óptica de investigación o ultra alta precisión. Es poco común en lentes oftálmicos comerciales, pero relevante en innovación.
E. Pulido químico asistido. Consiste en la utilización de reacciones químicas controladas para suavizar la superficie. Complementa procesos mecánicos.

3.- TECNOLOGIAS DE GRABADO
Es un proceso de marcado superficial controlado, muy fino que no afecta la visión del paciente y que se realiza con fines ópticos, funcionales y de identificación.
Los usos principales permiten identificar el diseño del lente, verificar la centración correcta para ajustarlos a la montura adecuadamente, se graban marcas para identificar el centro óptico,altura del montaje, logos y código de lote o diseño.
Las técnicas utilizadas son marcado con LÁSER ( el más común ) que permite alta precisión , no debilita el lente, es invisible en condiciones normales y el marcado MECANICO que se emplea en procesos más antiguos o industriales. Estos grabados son microscópicos y están ubicados fuera del eje visual principal, no deben confundirse con rayones o defectos y su función es técnica no estética.
Lo realmente importante de estas tres tecnologías es el Impacto clínico que afectan directamente: La Calidad visual, pues controlan o disminuyen las Aberraciones de alto orden, la distorsión periférica y la nitidez logrando en el paciente mayor tolerancia a lentes con diseños especiales , disminuyen la sensación de “mareo” o inestabilidad y acortan el tiempo de neuroadaptación.
Los errores que producen problemas clínicos en una mala calidad de corte y pulido se manifiestan en errores en la formula, en una mala centración y en producir problemas de binocular dad . Dependendirectamente de la tecnología de corte y tipo de Pulido escogido para alcanzar la Precisión final.

Marco Aurelio Torres Segura, OD.
Coordinador Académico CAMPLUS
Director científico Laboratorio Óptico Visualizamos
Excelente información muy nutritiva